绪论
内容简介:
本章讲述冲压及模具的概念;冲压的特点、发展及应用,冲压工序的分类及基本冲压工序。
学习目的与要求:
1、掌握冲压及模具的概念;
2、了解冲压冲压的特点、发展及应用;
3、掌握冲压工序的分类,认识基本冲压工序。
重点:
冲压及模具的概念、冲压的特点、发展及应用,冲压工序的分类。
难点: 冲压基本工序。
1.1 冲压的概念
1.1.1 冲压
冲压:在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。因为通常使用的材料为板料,故也常称为板料冲压。
冲压成形产品示例一——日常用品:易拉罐、餐盘、垫圈等。
冲压成形产品示例二——兵器产品:子弹壳等。
冲压成形产品示例三——高科技产品:汽车覆盖件、飞机蒙皮等。
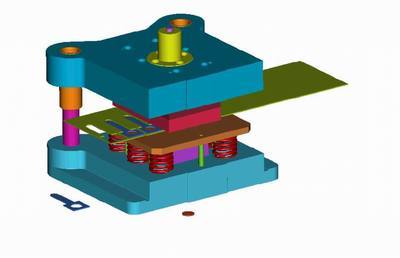
1.1.2冲模
冲压模具:将材料加工成所需冲压件的一种工艺装备,称为冲压模具(俗称冲模)
1.1.2 冲压生产的三要素:
冲压生产的三要素:合理的冲压工艺、先进的模具、高效的冲压设备
1.2冲压加工特点与应用
1.2.1 冲压加工的特点
(1)生产率高、操作简单。高速冲床每分钟可生产数百件、上千件。
(2)一般无需进行切削加工,节约原料、节省能源。
(3)冲压件的尺寸公差由冲模来保证,产品尺寸稳定、互换性好。“一模一样”
(4)冲压产品壁薄、量轻、刚度好,可以加工形状复杂的小到钟表、大到汽车纵梁、覆盖件等。
局限性:由于冲模制造是单件小批量生产,精度高,是技术密集型产品,制造成本高。因此,冲压生产只适应大批量生产。
1.2.2 冷冲压的应用
由于冷冲压在技术上和经济上的特别之处,因而在现代工业生产中占有重要的地位。在汽车、拖拉机、电器、电子、仪表、国防、航空航天以及日用品中随处可见到冷冲压产品。如不锈钢饭盒,搪瓷盆,高压锅,汽车覆盖件,冰箱门板,电子电器上的金属零件,枪炮弹壳等等。据不完全统计,冲压件在汽车、拖拉机行业中约占60%,在电子工业中约占85%,而在日用五金产品中占到约90%。如一辆新型轿车投产需配套2000副以上各类专用模具;一台冰箱投产需配套350副以上各类专用模具;一台洗衣机投产需配套200副以各类专用模具。
可以这么说,一个国家模具工业发展的水平能反映出这个国家现代化工业化发展的程度。对于一个地区来说也是如此。目前世界各主要工业国,其锻压机床的产量和拥有量都已超过机床总数的50%以上,美国、日本等国的模具产值也已超过机床工业的产值,在我国,近年来锻压机床的增长速度已超过了金属切削机床的增长速度,板带材的需求也逐年增长,据专家预测,今后各种机器零件中粗加工的75%,精加工有50%以上要采用压力加工,其中冷冲压占有相当的比例。
1.3 冲压技术的现状与发展趋势
1.3.1 我国冲压技术的历史与现状
据考古发现,早在2000多年前,我国已有冲压模具被用于制造铜器,证明我国古代冲压成型和冲压模具方面的成就已处于世界领先。
但是,由于众所周知的原因,近代工业水平一直处于落后状态。1949年新中国成立后,在前苏联的帮助下,我国的近代工业才开始起步。1953年,长春第一汽车制造厂首次建立了冲模车间,于1958年开始制造汽车覆盖件模具,60年代开始生产精冲模具。
在国家产业政策的正确引导下(退税),经过多年努力,现在我国冲压模具的设计与制造能力已达到较高水平,已形成了300多亿元各类冲压模具的生产能力。大型冲压模具已能生产单套重量达50多吨的模具;为中档轿车配套的覆盖件模具内也能生产了;精度达到1~2μm,寿命2亿次左右的多工位级进模国内已有多家企业能够生产;
表面粗糙度达到Ra≤1.5μm的精冲模,大尺寸(φ≥300mm)精冲模及中厚板精冲模国内也已达到相当高的水平。
但是,与发达国家相比,我国模具设计、制造能力仍有较大差距。
差距主要表现在:
①在高档轿车和大中型汽车覆盖件模具及高精度冲模的模具结构与生产周期方面存在一定差距。
②在标志冲模技术先进水平的多工位级进模的制造精度、使用寿命、模具结构和功能上存在一定差距。
1.3.2 冲压技术的发展趋势
(1)冲压工艺方面
为了提高生产率和产品质量,降低成本和扩大冲压工艺的应用范围,研究和推广各种冲压新工艺是冲压技术发展的重要趋势。
目前,国内外涌现并迅速用于生产的冲压先进工艺有:精密冲压、柔性模(软模)成形、超塑性成形、无模多点成形、爆炸和电磁等高能成形、高效精密冲压技术以及冷挤压技术等。
(2)冲模设计与制造方面
在冲模设计与制造上,有两种趋向应给予足够的重视。
①模具结构与精度正朝着两个方向发展
一方面为了适用高速、自动、精密、安全等大批量自动化生产的需要,冲模正向高效、精密、长寿命、多工位、多功能方向发展。
另一方面,为适用市场上产品更新换代迅速的要求、各种快速成形方法和简易经济冲模的设计与制造也得到迅速发展。
②模具设计与制造的现代化
计算机技术、信息技术等先进技术在模具技术中得到广泛的应用,使得模具设计与制造水平发生了深刻的革命性的变化。
目前,最为突出的是模具CAD/CAE/CAM。在这个方面,国际上已有许多应用成熟的计算机软件。我国不但能消化、应用国外的软件,不少单位还自行开发了模具CAD/CAE/CAM软件,如CAXA。
模具的加工方法迅速现代化。各种加工中心、高速铣削、精密磨削、电火花铣削加工、慢走丝线切割、现代检测技术等已全面走向数控(NC)或计算机数控化(CNC)。
在模具材料及热处理、模具表面处理等方面,国内外都进行了不少研制工作,并取得了很好的实际效果。冲模材料的发展方向是研制高强韧性冷作模具钢,如65Nb、LD1、LM1、LM2等就是我国研制的性能优良的冲模材料。
模具的标准化和专业化生产,已得到模具行业的广泛重视。
模具标准化是组织模具专业化生产的前提,模具专业化生产是提高模具质量、缩短模具制造周期、降低成本的关键(先进国家模具标准化已达到70~80%)。
(3)冲压设备及冲压自动化方面
性能良好的冲压设备是提高冲压生产技术水平的基本条件。高效率、高精度、长寿命的冲模需要高精度、高自动化的冲压设备与之相匹配;为了满足新产品小批量生产的需要,冲压设备朝多功能、数控方向发展;为了提高生产效率和安全生产,应用各种自动化装置、机械手乃至机器人的冲压自动生产线和高速压力机纷纷投入使用。
(4)冲压基本原理的研究
冲压工艺、冲模设计与制造方面的发展,均与冲压变形基本原理的研究进展密不可分。例如,板料冲压工艺性能的研究,冲压成形过程应力应变分析和计算机模拟,板料变形规律的研究,从坯料变形规律出发进行坯料与冲模之间相互作用的研究,在冲压变形条件下的摩擦、润滑机理方面的研究等,这都为逐步建立起紧密结合生产实际的先进冲压工艺及模具设计方法打下了基础。
1.4 冲压工序分类
冷冲压加工的零件,由于其形状、尺寸、精度要求、生产批量、原材料性能等各不相同,因此生产中所采用的冷冲压工艺方法也是多种多样,概括起来分为两大类,即分离工序和成形工序。分离工序的目的,是在冲压过程中使冲压件与板料沿一定的轮廓线相互分离,同时,冲压件分离断面的质量,也要满足一定的要求。成形工序的目的,是使冲压毛坯在不破坏的条件下发生塑性变形,成为所要求的成品形状,同时也达到尺寸精度方面的要求。
在实际生产中,当生产批量大时,往往采用组合工序,即把两个以上的单独工序组成一道工序,构成复合、级进、复合-级进的组合工序。
为了进一步提高劳动生产率,充分发挥冲压的优点,还可以利用冲压方法进行产品的某些装配工作。如,微型电机定、转子铁芯的冲压与叠装。
1.5本课程的学习要求与学习方法
1.5.1 学习要求:
(1)掌握冲压成形的基本原理;
(2)掌握冲压工艺过程设计和冲模设计的基本方法;
(3)具有设计中等复杂程度冲压件的工艺过程和冲模的能力。
(4)能运用已学知识,分析和创造性地解决生产中常见的产品质量、工艺及模具方面的技术问题;
(5)能合理选择冲压设备和设计自动送料和自动出件装置
(6)了解冲压新工艺,新模具及其发展动向。
1.5.2 学习方法:
由于冲压工艺及模具设计是一门实践性和使用性很强的学科,而且又是以金属材料及热处理、金属塑性成型原理等工程技术基础学科为基础,与冲压设备、模具制造工艺学密切相关,因此在学习时注意理论联系实际,认真参加实验、实习、设计等重压教学环境,注意综合运用基础学科和相关学科的基本知识。