
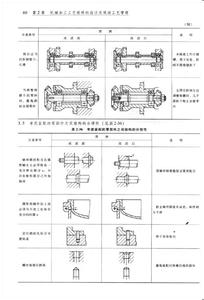
利用插刀在竖直方向上相对工件作往复直线运动加工沟槽和型孔的切削加工。插削的工作方式与刨削类似(图1 插削示意图 )﹐但插刀装夹在插床滑枕下部的刀杆上﹐可以伸入工件的孔中作竖向往复运动﹐向下是工作行程﹐向上是回程。安装在插床工作台上的工件在插刀每次回程后作间歇的进给运动。插刀的材料主要用高速钢﹐在插削钢和铸铁时的切削速度一般为15~25米/分。为了避免回程中插刀后刀面与工件发生剧烈摩擦而损伤已加工表面和降低刀具寿命﹐可采用活动式插刀杆(图2 活动式插刀杆 )。插削的效率和精度都不高﹐故在批量生产中常用铣削或拉削代替插削。但插刀制造简单﹐生产准备时间短﹐故插削适于在单件或小批生产中加工内孔键槽或花键孔﹐也能加工方孔和多边形孔。对于不通孔或有障碍台肩的内孔键槽﹐插削几乎是唯一的加工方法。 以上就是网友分享的关于"切削加工:插削"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!
爱华网本文地址 » http://www.aihuau.com/a/381251/211955482023.html
更多阅读
机械加工工艺系统_机械加工工艺手册--第3卷 -作品目录《机械加工工艺手册》总目录第1卷第1章 金属切削原理第2章 材料及热处理第3章 毛坯及余量第4章 机械加工质量第5章 机械加工工艺规程制订第6章 机床夹具第7章 锯削 刨削 插削第8

插削利用插刀在竖直方向上相对工件作往复直线运动加工沟槽和型孔的切削加工。削_插削 -插削削_插削 -正文利用插刀在竖直方向上相对工件作往复直线运动加工沟槽和型孔的切削加工。插削的工作方式与刨削类似(图1),但插刀装夹在插

用切削工具(包括刀具、磨具和磨料)把坯料或工件上多余的材料层切去成为切屑,使工件获得规定的几何形状、尺寸和表面质量的加工方法。切削加工时,工件的已加工表面是依靠切削工具和工件作相对运动来获得的。按工艺特征,切削加工一般可分为
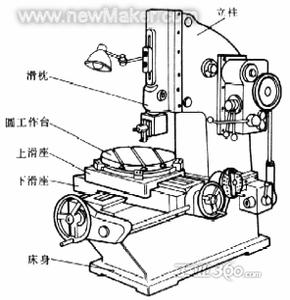
插床是指利用插刀的竖直往复运动插削键槽和型孔的机床。它的特点是工件安装不象普通插床那样受到立柱的限制,故适于加工大型零件(如螺旋桨)孔中的键槽。插床_插床 -插床插床_插床 -正文利用插刀的竖直往复运动插削键槽和型孔的机床

传统夹具的夹持方法单一且多采用机械夹持方式,效率较低,难以满足不同面形、不同规格工件的装夹需求。本工装采用真空吸附作为主夹持方法,能够快速地完成对各类光学元件的可靠夹持,真空吸附可以平稳地夹紧工件,又不易对被装夹工件的表