以电弧作为热源﹑利用气体保护熔池的焊接方法。气体的作用主要是保护熔化金属不受空气中氧﹑氮﹑氢等有害元素和水分的影响﹐但它同时对电弧的稳定性﹑熔滴过渡形式和熔池的活动性有一定影响。因此﹐採用不同的气体会產生不同的冶金反应和工艺效果。气体保护电弧焊的主要特点是电弧可见﹐熔池较小﹐易於实现机械化和自动化﹐生產率高。20世纪70年代迅速发展的焊接机器人主要就是用於电阻点焊和气体保护电弧焊。气体保护电弧焊适用於钢铁﹑铝和鈦等金属的焊接﹐广泛应用於汽车﹑船舶﹑锅炉﹑管道和压力容器等產品的製造﹐特别是其中要求质量较高或全位置焊接的场合。气体保护电弧焊按电极类型可分为钨极惰性气体保护焊和熔化极气体保护焊。
钨极惰性气体保护焊 简称 TIG焊。用钨棒作为电极﹐用氬或氦作为保护气体。电弧熔化母材形成接头﹐必要时还可加入填充焊丝(图1 钨极惰性气体保护焊 )。钨极惰性气体保护焊的特点是电弧稳定﹐输入能量易於控制。因此多用於焊接尺寸精度要求较高﹑材料易於过热脆化和在空气中易於氧化的工件。
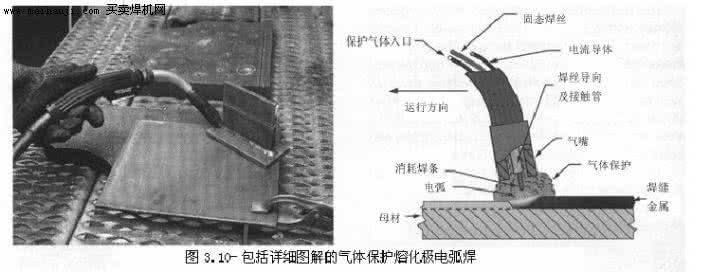
熔化极气体保护焊 用连续送进的焊丝作为电极﹐用氬﹑二氧化碳或混合气体作为保护气体(图2 熔化极气体保护焊 )。与钨极惰性气体保护焊相比﹐这种保护焊生產率较高﹐应用较广﹐仅次於手工电弧焊和埋弧焊﹐有进一步发展的趋势。焊丝可用实心焊丝﹐也可用药芯焊丝。熔化极气体保护焊按保护气体种类不同又可分为惰性气体保护焊﹑二氧化碳气体保护焊和混合气体保护焊。
①熔化极惰性气体保护焊﹕用氬或氦作为保护气体。惰性保护气体不参与熔池的冶金反应﹐适用於各种质量要求较高或易氧化的金属材料﹐如不锈钢﹑铝﹑鈦﹑鋯等的焊接﹐但成本较高。
②二氧化碳气体保护焊﹕以二氧化碳作为保护气体。二氧化碳在高温下会分解出氧而进入熔池﹐因此必须在焊丝中加入适量的锰﹑硅等脱氧剂。这种保护焊的主要优点是成本较低﹐但只能用於碳钢和低合金钢焊接。
③混合气体保护焊﹕保护气体以氬为主﹐加入适量的二氧化碳(15~30%)或氧(0.5~5%)。与二氧化碳气体保护焊相比﹐这种保护焊焊接规范较宽﹐成形较好﹐质量较佳﹔与熔化极惰性气体保护焊相比﹐熔池较活泼﹐冶金反应较佳。
以上就是网友分享的关于"焊接:气体保护电弧焊"的相关资料,希望对您有所帮助,感谢您对爱华网的支持!




