中电卓越(北京)科技发展有限公司创建于2005年,坐落于北京市海淀高新技术开发区,2007年公司扩大经营范围迁址至北京市房山区良乡工业开发区,是一家集设计开发、生产、加工、销售、服务为一体的专业制造电子行业生产设备的厂家。
中电卓越(北京)科技发展有限公司(http://www.zhody.com)创建于2005年,坐落于北京市海淀高新技术开发区,2007年公司扩大经营范围迁址至北京市房山区良乡工业开发区,是一家集设计开发、生产、加工、销售、服务为一体的专业制造电子行业生产设备的厂家,是从事SMT生产设备及耗材的研发、生产、销售并举的高科技技术企业。中电科技拥有专业的技术队伍,汇集了一批在SMT表面贴装焊锡设备行业工作多年具有丰富经验的优秀技术人才。企业技术实力雄厚,科研能力强劲。为了迎合行业发展的趋势,工厂已经成功研制并生产了工业电脑控无铅双波峰焊锡机、工业电脑控无铅全热风回流焊锡机,并且中电科技正在为打造中国最好的回流焊、波峰焊而努力奋斗。回流焊技术问题请咨询:010-51298761,15010541616中电科技盖先生。
所谓小型回流焊,也就是适合小规模生产的机器外形相对较小的回流焊机,它同样具有以下的一些特点:
回流焊也叫再流焊,是伴随微型化电子产品的出现而发展起来的焊接技术,主要应用于各类表面组装元器件的焊接。这种焊接技术的焊料是焊锡膏。预先在电路板的焊盘上涂上适量和适当形式的焊锡膏,再把SMT元器件贴放到相应的位置;焊锡膏具有一定粘性,使元器件固定;然后让贴装好元器件的电路板进入再流焊设备。传送系统带动电路板通过设备里各个设定的温度区域,焊锡膏经过干燥、预热、熔化、润湿、冷却,将元器件焊接到印制板上。
回流焊的核心环节是利用外部热源加热,使焊料熔化而再次流动浸润,完成电路板的焊接过程。
影响回流焊工艺的因素很多,也很复杂,需要工艺人员在生产中不断研究探讨,将从多个方面来进行探讨。
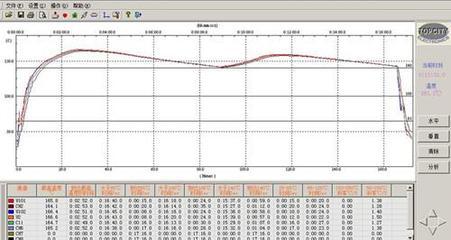
1、 温度曲线的建立
温度曲线是指SMA通过回流炉时,SMA上某一点的温度随时间变化的曲线。温度曲线提供了一种直观的方法,来分析某个元件在整个回流焊过程中的温度变化情况。这对于获得最佳的可焊性,避免由于超温而对元件造成损坏,以及保证焊接质量都非常有用。温度曲线采用炉温测试仪来测试,如SMT-C20炉温测试仪。
2、 预热段
该区域的目的是把室温的PCB尽快加热,以达到第二个特定目标,但升温速率要控制在适当范围以内,如果过快,会产生热冲击,电路板和元件都可能受损;过慢,则溶剂挥发不充分,影响焊接质量。由于加热速度较快,在温区的后段SMA内的温差较大。为防止热冲击对元件的损伤,一般规定最大速度为4℃/s。然而,通常上升速率设定为1-3℃/s。典型的升温速率为2℃/s。
3、 保温段
保温段是指温度从120℃-150℃升至焊膏熔点的区域。其主要目的是使SMA内各元件的温度趋于稳定,尽量减少温差。在这个区域里给予足够的时间使较大元件的温度赶上较小元件,并保证焊膏中的助焊剂得到充分挥发。到保温段结束,焊盘、焊料球及元件引脚上的氧化物被除去,整个电路板的温度达到平衡。应注意的是SMA上所有元件在这一段结束时应具有相同的温度,否则进入到回流段将会因为各部分温度不均产生各种不良焊接现象。
4、 回流段
在这一区域里加热器的温度设置得最高,使组件的温度快速上升至峰值温度。在回流段其焊接峰值温度视所用焊膏的不同而不同,一般推荐为焊膏的熔点温度加20-40℃。对于熔点为183℃的63Sn/37Pb焊膏和熔点为179℃的Sn62/Pb36/Ag2焊膏,峰值温度一般为210-230℃,再流时间不要过长,以防对SMA造成不良影响。理想的温度曲线是超过焊锡熔点的“尖端区”覆盖的面积最小。
5、 冷却段
这段中焊膏内的铅锡粉末已经熔化并充分润湿被连接表面,应该用尽可能快的速度来进行冷却,这样将有助于得到明亮的焊点并有好的外形和低的接触角度。缓慢冷却会导致电路板的更多分解而进入锡中,从而产生灰暗毛糙的焊点。在极端的情形下,它能引起沾锡不良和减弱焊点结合力。冷却段降温速率一般为3-10℃/s,冷却至75℃即可。
6、 桥联
焊接加热过程中也会产生焊料塌边,这个情况出现在预热和主加热两种场合,当预热温度在几十至一百度范围内,作为焊料中成分之一的溶剂即会降低粘度而流出,如果其流出的趋势是十分强烈的,会同时将焊料颗粒挤出焊区外的含金颗粒,在熔融时如不能返回到焊区内,也会形成滞留的焊料球。 除上面的因素外,SMD元件端电极是否平整良好,电路线路板布线设计与焊区间距是否规范,阻焊剂涂敷方法的选择和其涂敷精度等都会是造成桥联的原因。
7、 立碑(曼哈顿现象)
片式元件在遭受急速加热情况下发生的翘立,这是因为急热使元件两端存在温差,电极端一边的焊料完全熔融后获得良好的湿润,而另一边的焊料未完全熔融而引起湿润不良,这样促进了元件的翘立。因此,加热时要从时间要素的角度考虑,使水平方向的加热形成均衡的温度分布,避免急热的产生。 防止元件翘立的主要因素有以下几点:
①选择粘接力强的焊料,焊料的印刷精度和元件的贴装精度也需提高;
②元件的外部电极需要有良好的湿润性和湿润稳定性。推荐:温度40℃以下,湿度70%RH以下,进厂元件的使用期不可超过6个月;
③采用小的焊区宽度尺寸,以减少焊料熔融时对元件端部产生的表面张力。另外可适当减小焊料的印刷厚度,如选用100μm;
④焊接温度管理条件设定也是元件翘立的一个因素。通常的目标是加热要均匀,特别在元件两连接端的焊接圆角形成之前,均衡加热不可出现波动。
8、 润湿不良
润湿不良是指焊接过程中焊料和电路基板的焊区(铜箔)或SMD的外部电极,经浸润后不生成相互间的反应层,而造成漏焊或少焊故障。其中原因大多是焊区表面受到污染或沾上阻焊剂,或是被接合物表面生成金属化合物层而引起的。譬如银的表面有硫化物、锡的表面有氧化物都会产生润湿不良。另外焊料中残留的铝、锌、镉等超过0.005%以上时,由于焊剂的吸湿作用使活化程度降低,也可发生润湿不良。因此在焊接基板表面和元件表面要做好防污措施。选择合适的焊料,并设定合理的焊接温度曲线。