气辅成型是指在塑胶充填到型腔适当的时候(90%~99%)注入高压惰性气体,气体推动融熔塑胶继续充填满型腔,用气体保压来代替塑胶保压过程的一种新兴的注塑成型技术.本文将介绍气辅注射成型原理及工艺。
气辅注射成型原理及工艺
气辅成型(GIM)是指在塑胶充填到型腔适当的时候(90%~99%)注入高压惰性气体,气体推动融熔塑胶继续充填满型腔,用气体保压来代替塑胶保压过程的一种新兴的注塑成型技术.
要点:
1、计量管理。
2、利用气辅控制器把高压氮气直接压入到模腔内熔胶里。
3、使塑件内部膨胀而造成中空。
一、气辅成型的优点
1、降低产品的残余应力,使产品不变形。
2、解决和消除产品表面缩痕问题,应用于厚度变化大的产品。
3、降低注塑机的锁模力,减少成型机的损耗。
4、提高注塑机的工作寿命。
5、节省塑胶原材料,节省率可达百分之三十。
6、缩短产品生产成型周期时间,提高生产效率。
7、降低模腔内的压力,使模具的损耗减少和提高模具的使用寿命。
8、对某些塑胶产品,模具可采用铝合金属材料。
9、简化产品的繁复设计。
二、气辅成型过程
• 合模
• 射座前进
• 熔胶充填
• 气体注入
• 预塑计量(气体保压)
• 射座后退(排气卸压)
• 冷却定型
• 开模
• 顶出制件
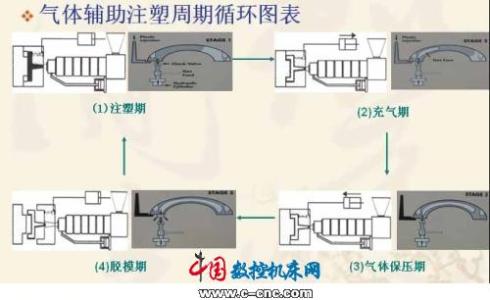
三、气体辅助注塑周期
1、注塑期
以定量的塑化塑料充填到模腔内。(保证在充气期间,气体不会把产品表面冲破及能有一理想的充气体。)
2、充气期
可以注塑期中或后,不同时间注入气体。气体注入的压力必需大于注塑压力,以致使产品成中空状态。
3、气体保压期
当产品内部被气体充填后,气体作用于产品中空部分的压力就是保压压力,可大大减低产品的缩水及变形率
4、脱模期
随着冷却周期的完成,模具的气体压力降至大气压力,产品由模腔内顶出。
四、气辅成型所需的条件
• 注塑成型机
• 气体的来源(氮气发生器)
• 输送气体的管道
• 控制氮气有效流动的设备(氮气控制台)
• 带有气道设置的成型模具(气辅模具)
五、成型条件的设定
1、注塑机的设定
o 原材料的烘干温度与传统成型一致
o 料筒的塑化温度比传统注塑偏高
o 模温要求较严,冷却水路布置要使冷却效果均衡
o 注塑压力与传统注塑基本一致
o 注塑速度一般采用高速填充
2、氮气设备的设定
a、氮气发生器的压力一般设定在30MPA左右
b、氮气控制台要素的设定(延迟时间、气体压入时间、气体保持时间、气体放气时间、压力的设定、气体速率)