机械零件自动分拣配送系统是重型机床制造厂现代化水平的重要标志,其自动化程度的高低会影响机床厂的生产效率和管理水平。过去一直沿用的人工手推加天吊才能将零件从库中运到机床附近,这种做法工作效率低,劳动强度大,存在安全隐患。机床零件自动分拣配送系统的分拣、配送主要由人工来完成,工作效率较低,尚存在安全隐患。针对机床制造厂存在的上述问题,我们提出了机床零件自动分拣配送控制系统,该自动分拣配送控制系统能够实现零件从仓库与机床间快速、准确的分拣与配送全过程。该系统由可编程序控制器PLC S7-200/300、 CMF400-CLV420激光条码及ProfiBUS-DP现场总线控制系统组成,并对该控制系统进行了实验研究,同时取得了阶段性成果。
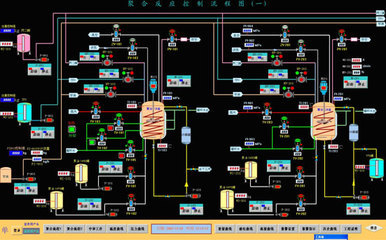
一、系统构成与工作原理 (一)、自动化系统组成 自动分拣配送控制系统包括仓储单元、传送单元、分拣单元、出库单元、分拣单元以及控制装置,自动分拣配送控制系统组成如图1所示[1]。 图1 自动分拣配送控制系统 (二)、控制系统 控制系统由可编程程序控制器S7-200/300、SICK通讯卡CMF400、激光条码CLV420及计算机组成,通过硬件组态设置EM277、CMF400属性,将各参数正确调整后下载到S7-300中[2],其中CMF地址为3,S7-200地址分别为35和45,Profibus- DP 通讯控制系统如图2所示。
控制系统工作原理。该系统通过S7-300接受SICK-CLV420激光条码扫描信息,并对该信息进行分析判断处理后,发送至S7-200,由S7-200执行相应的控制程序,并发出控制指令,控制相应的传送带与分拣机构按照要求进行运转。 非零库存运行过程。零件经光电传感器检测后,由主令开关向S7-200发出指令,S7-200执行程序驱动入库滚针轨道,由SICK-CLV420条码对商品进行入库检测,通过分拣装置,将零件送入不同的螺旋存储单元;当某台机床需要零件时,工作人员就地发出指令,螺旋仓库可自动将零件出库;经过分拣控制,不同的零件再经过SICK-CLV420条码机进行出库检测,SICK条码机识别后,反馈给S7-300;S7-300判断后将信息发送至分拣单元,再由S7-200执行分拣程序即可完成分拣动作。 零库存运行过程。当机床需要零件量较大时,系统会选择快速传送通道,即零库存传送方式。该方式零件的运行将不需要通过仓储单元,直接传送到分拣轨道进行出库检测,这样就可以快速的为车间提供所需零件,如图3所示。 二、软件设计 该系统的控制程序由S7-300主站程序,S7-200和SICK-CMF400从站程序组成。SICK-CLV420激光条码作为检测识别装置,在ProfiBUS-DP通讯网络中,S7-300完成整个系统的控制。 (一)自动出库控制程序 在仓储单元S7-200程序中,I0.1、I0.2为主令按钮,用于对系统发出中断请求指令;I0.3、I0.4、I0.5、I0.6为光电传感器;Q0.0、Q0.1、Q0.2、Q0.3为传送带电机;Q0.4、Q0.5为指示灯;I0.0为急停按钮。当系统运行时,指示灯被点亮,工作人员发出对某零件的中断请求指令,该指令发送至S7-200后[3],出库电机开始运转,将零件传送至检测轨道,位于检测轨道上方的SICK-CLV420条码被触发,完成零件条码识别,并将该信息传递至S7-300,出库控制梯形图程序如图4所示,S7-300信息控制程序如图5所示。 (二)自动分拣控制程序 在分拣单元S7-200程序中,I0.3、I0.4为光电传感器;Q0.0、Q0.1为传送电机;I0.2为急停按钮。程序中通过计数器与定时器,S7-300以及SICK-CLV420条码,可以实现对不同零件的准确分拣。当系统运行时,SICK激光条码对零件的条码进行识别后将信息发送至S7-300,S7-300通过程序判断零件的类别后,再将指令发送给S7-200,S7-200接收到S7-300的指令后,按程序运行即可自动将零件按要求分拣,分拣控制部分程序如图5所示[4]。 (三) ProfiBUS-DP通信程序 在SICK系统中进行CMF400-CLV420属性设置[5],对标准13位条码进行参数设置,选定32位数据传送格式;在S7-300中激活SFC14、SFC15功能块,编写如图6所示通信程序,并将此程序下载S7-300中。 该实验研究对ProfiBUS-DP现场总线通信技术进行了研究开发,并成功的将该技术应用于重型机床厂机床零件自动分拣配送控制。该系统利用可编程控制器与激光条码相结合,实现了零件自动入库、自动出库和自动分拣。重力螺旋立体仓库改变了传统的设计理念,巧妙地利用了商品自身重力,实现了无动力出库过程;分拣装置很好的完成了商品的分拣过程,将复杂的动作过程变得简单、快捷。由以上实验研究结果表明:ProfiBUS-DP现场总线通信技术与SICK- CMF400-CLV420激光条码技术相结合,该项技术可以推广到机械制造、商品包装、物流生产线等领域。 参考文献 [1] 李绍炎,自动机与自动线[M],北京:清华大学出版社,2006 [2]胡仁喜,张红松,刘昌丽,SolidWorks机械设计工程实践[M],北京:科学出版社,2007 [3]崔坚,李佳,西门子工业网络通讯指南[M],北京:机械工业出版社,2004 [4] 高鸿斌,孔美静,赫孟合,西门子PLC与工业控制网络应用[M],北京:电子工业出版社,2006 [5] 德国SICK公司,CMF400-CLV420激光条码手册,9-25.