超声波焊接所需热量是用超声波激发塑料作高频机械振动而产生的。原理很简单:超声波发生器产生20k-50kHz的高频信号,通过换能器(现多为压电陶瓷),把电能转为高频机械振动能, 并将高频应力作用在塑料焊件上, 使塑料--焊件接触面及其表面层内分子间产生摩擦,生成大量的摩擦热, 这种热被聚集在被焊塑料制件的接触面上, 由于不能及时散发, 致使接触面上温度迅速上升,界面塑料很快熔化。此后振动停止, 焊头仍给予焊件一定压力,界面熔化部分冷却固化后就可达到完善的焊接效果。材料的可焊性依赖于其传递高频振动的能力。一般而言,具有高弹性模量的材料对超声振动的内损耗较小, 从而能将大部分能传递到焊接面上,也就意味着刚性材料比韧性材料具有更好的焊接性能。
超声焊接的振动方式有两种, 一种是振动方向与待焊接表面垂直,也是超声波焊接的主要类型,不适于焊接平面。取而代之,可以一个焊接面上作一个称作能量导向的锲形突出,其尖端与另一个待焊接面接触。超声波振动开始后,能量很快首先集中在突起的尖端,使之迅速熔化,熔体在待焊接面上流散形成粘性层。另一种是振动方向与待焊接面平行,又称剪切焊接,不需要使用能量导引锥。接触面的设计是影响焊接质量和工艺的一种重要因素。另一个因素是超声焊头前端与待焊面的距离。当距离≤6mm叫进场焊接,否则叫远场焊接。距离越大,到达焊面的能量损失越少。为了使能量绝大部分损耗在焊接面上,超声焊头的设计极为重要。
近场焊接具体可分为五步:振动、粘弹性发热、热量传递、流动与扩散、冷却,其中粘弹性发热过程是最重要的一步,没有足够的热量,能量导引头就不能熔化,因而测量材料的动态模量很重要。
远场焊接时,能量损耗即发热效率与损耗模量和周期应变振幅的平方成正比,因而应变振幅大的区域温度升高很快。采用能量导引头时,超声波峰应出现在界面处;不采用能量导引头时,则超声波峰应出现在界面处才能获得良好的焊接质量。www.meetan.com
近场焊接时,无定形材料和结晶性材料均能获得良好的焊接质量;而远场焊接不太适合结晶性材料。超声焊接时间、焊接压力和振幅是超声波焊接工艺的三个主要参数。通常超声焊接时间为0.5-5s,振幅为2.5-250μm。
超声焊是目前热塑性材料使用得最广泛的焊接方法之一,其操作简单,生产效率高,焊接周期为0.5-1.5s,易于实现自动化,适用于大批量生产,焊接强度高,且一致性好。焊完后,外观无任何印痕,无需修复,对于一些特异材料,只能采用超声焊。但超声焊只能焊接小焊面,且设备成本高。对于较大部件,虽可采用多头焊机,但结构复杂,且价格昂贵,不太适宜低模量热塑性材料。
超声焊适用于焊接几乎所有热塑性塑料薄膜,尤其适用于刚性较大的薄膜。因不受待焊面污染的限制,广泛用于医药制品、食品工业的自动化焊接,也可使塑料薄膜与纸、布等进行焊接,也可进行塑料制品加入金属嵌件的操作。
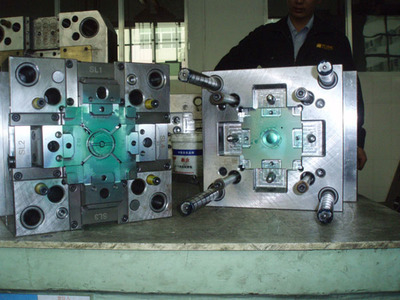
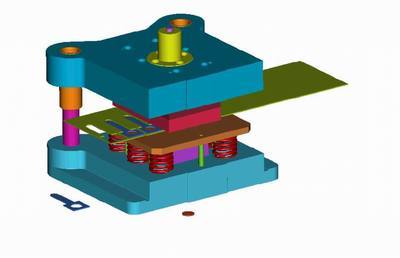
超声波焊接原理 超声波焊接模具设计
更多阅读
户外旅行包怎么选 户外旅行包
想痛痛快快外出远足,得备上不少东西,没有个好包肯定不行,现在就谈谈户外背 包的讲究。专业背包不仅外观赏心悦目,性能也很卓越。其整体设计采用了尼泊尔背篓负重的原理,“双V”设计,装载部分上宽下窄,上厚下薄呈“V”字形,背负结构采用“V”字
初中毕业学模具设计与制造专业到哪个学校最好呢? 模具设计制造
初中毕业学模具设计与制造专业到哪个学校最好呢?在现实生活中,总能看到这样的例子,初中成绩好的上了高中,过得几年大学毕业反难以找到工作,那些成绩平平不愿走寻常路的孩子上了职业学校反而成就了他。这是个什么道理呢?其实我们读书就为

《青松》教学设计 模具设计培训青松
《青松》教学设计东冶完小王粉丽教学目标:1、正确、流利、有感情地朗读和背诵课文。 2、理解诗的意思,体会青松不畏严寒、高尚纯洁的品质,并能初步领悟诗人的情感。教学重难点:体会青松不畏严寒、纯洁高尚的品质,并能初步领悟诗人
塑料成型模具课程总复习知识总结
塑料成型模具课程总复习知识总结1、塑料成型模具的分类:(1)压塑成型模具;(⒉)注射成型模具;(⒊)传递成型模具(压铸成型模具);(⒋)挤塑成型模具;(⒌)中空制品吹塑成型模具;(⒍) 热(真空或压缩空气)成型模具;2、注塑模具设计的主要问题:(⒈) 塑料的充模顺序;(
《冷冲压工艺与模具设计》绪论 冲压模具加工工艺流程
绪论内容简介: 本章讲述冲压及模具的概念;冲压的特点、发展及应用,冲压工序的分类及基本冲压工序。学习目的与要求:1、掌握冲压及模具的概念;2、了解冲压冲压的特点、发展及应用;3、掌握冲压工序的分类,认识基本冲压工序。重点: