超声波线束焊接机_超声波线束焊接机 -超声波线束焊接机介绍及工作原理
任何东西的振动都会发出声音,任何声音都是靠振动而发生的。人的耳朵只能觉察到一定范围内的声音,这个范围最高可到18000(18K)Hz。更高频率的声音我们把它称为超声波。超声波可产生高频的振动,利用这种振动,我们可以很容易对非铁金属进行焊接。超声波线束焊接机是超声波金属焊接机的衍生设备。主要应用于汽车线束、摩托车线束的焊接等铜线、铝线的焊接。所以常被叫做汽车线束焊接机。
超声波金属焊接是利用高频振动波传递到两个需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合,其优点在于快速、节能、熔合强度高、导电性好、无火花、接近冷态加工;缺点是所焊接金属件不能太厚(一般小于或等于5mm)、焊点位不能太大、需要加压。超声波金属焊接是19世纪30年代偶然发现的。当时在作电流点焊电极加超声振动试验时,发现不通电流也能焊接上,因而发展了超声金属冷焊技术。超声波焊接虽然发现较早,但是到目前为止,其作用机理还不是很清楚。它类似于摩擦焊,但有区别,超声焊接时间很短,温度低于再结晶;它与压力焊也不相同,因为所加的静压力比压力焊小的多。一般认为在超声波焊接过程中的初始阶段,切向振动出去金属表面的氧化物,并是粗糙表面的突出部分产生反复的微焊和破坏的过程而使接触面积增大,同时使焊区温度升高,在焊件交界面产生塑性变形。这样在接触压力的作用下,相互接近到原子引力能够发生作用的距离时,即形成焊点。焊接时间过长,或超声波振幅过大会使焊接强度下降,甚至破坏。
超声波线束焊接机_超声波线束焊接机 -超声波线束焊接机的特点
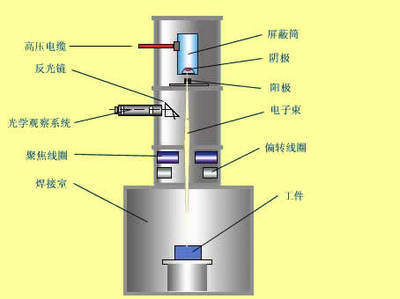
不需要焊剂和外加热,不因受热而变形,没有残余应力,对焊件表面的焊前处理要求不高。不但同类金属,而且异类金属之间也可以焊接。可以将薄片或细丝焊接在厚板上。超声焊接良导电体的能量比电流焊接少的多,常用于晶体管或集成电路的引线的焊接。用于药物和易爆材料的密封焊时,能避免一般焊接因有溶解物体而污染药品,不会因受热而发生爆炸等等。就是运用超声波来对金属导线进行焊接的。它由功率箱、换能器、气动主机和工具头组成。此外,还包括集线器、导线测量装置和微处理器等控制组件。功率箱可把通常的外部电压(220V,1Φ,50或60Hz)转换成20000Hz(20KHz),1000V的电压,然后再由功率箱调节控制后输出,作用到换能器上。换能器是一种高效的电器元件,可以把电能转变成机械能。与普通电机相比,换能器的主要有两大区别:首先,换能器把电能转换为线形振动而不是转动;其次,它的工作效率非常高,能够把95%的电能进行转化。通过换能器转换后,机械能被作用到焊头上。超声波焊头由钛合金制成,并根据声学原理加工成特定的形状,从而保证了能量的最大传输。
超声波线束焊接机_超声波线束焊接机 -超声波线束焊接机的优点
超声波焊接最重要的一个优点就是温度较低。温度的产生是不可避免的,它只是由摩擦所产生的,只相当于金属熔点的1/3或1/2。在焊接过程所产生的低温下,由于退火的产生和低温没有破坏导线的绝缘性,金属导线保留了原有的性能;此外,较低的温度还意味着可以把很薄的金属焊接到厚金属上,而不造成薄金属的损伤。这些在线束生产中都是十分重要的。
在电器产品中使用的大部分金属,其导热性都很好,这样用熔化的方法就很难来焊接。因为热量很快就从金属表面散发掉了,这就需要施加更多的热量补充来完成焊接。超声波焊接就没有遇到这些问题。事实上,由于没有熔化发生,超声波焊接的能量只相当于电阻焊的1/30。换句话说,用功率3KW的超声波焊机可以完成电阻焊需要90KVA才能完成的工作,因此工作中的成本也是显而易见的。
超声波焊接是一个机械的过程,没有电流流过工件,所以金属的导电率也就没有影响。金属表面一般都会附着污染物和氧化层,使用超声波焊接,无需对金属表面进行预先处理,超声波振动可以直接把附着物振碎后除去。超声波焊接的另一个重要优点是工件寿命长。超声波线束机的焊头有4个工作面,这样就减少了后期设备维护费用。
超声波线束焊接机_超声波线束焊接机 -超声波线束焊接机结构特征
超声波线束焊接机由机台、超声功率发生器两个部分组成。
1、机台 机台有机箱、导柱、换能器、气动系统、PC电路、底模组成。
2、声组件声组件由换能器、焊头两个部分组成。换能器采用压电振子,其作用是将电能转换机械振动。变换器类比于电路中的变压器,起机械阻尼变换和振幅放大作用。焊头是根据焊接要求和焊件形状设计的,它还起着二级阻抗变换和振幅放大作用。从结构和形状看,焊头不算复杂,然而却需要最好的设计、最好的材料和会好的加工技术。形状复杂、尺寸较大的焊头,设计难度很大,一般都由制造厂设计。
3、气压系统气压系统由压缩空气作动力,通过电磁阀切换电路,推动气缸活塞带动焊头做上下运动。用调压阀控制气压大小,用单向节流阀控制升降速度。
4、控制电路
控制电路对焊接过程执行程序控制。面板上功能键,可根据焊接不同对象设定焊接时间,延迟时间,然后踩下脚踏开关,焊机将自动完成一次焊接过程。
5、超声功率发生器超声功率发声器向声组件提供电功率。由于在焊接过程中,声组件的谐振频率和阻抗将有较大变化,所以超声功率发声器必须有频率自动跟踪的能力,输出功率受负载自动调节的能力。NC-3000型超声波金属点焊机采用他激振荡;相位法自动频率跟踪;恒定振速控制。

超声波线束焊接机_超声波线束焊接机 -超声波线束焊接机技术要求
根据IPC标准:要求超声波焊接的线束,宽厚比介于1:1和2:1之间;‚线材不得出现任何变色;③在加压面可辨识股线的轮廓,但是没有松散的股线。
所以根据以上要求及汽车线束生产的多规格要求,对超声波线束焊接机就有以下技术要求:
1. 超声波振幅连续可调。由于超声波能量在线束厚度方向会存在衰减,对于越厚的线结,需要的焊头振幅就越大。超声波振幅连续可调,还可避免不同面积的电线表面变色。同一台机器,在焊接1mm²和焊接25mm²线束时,振幅参数基本要相差30%。
2. 线头夹具缝隙要求: